focusfinder.proby RMA
Precision instrument · 2026
Find the focal point.
Find the focal point.
Measure it, don't
guess it.
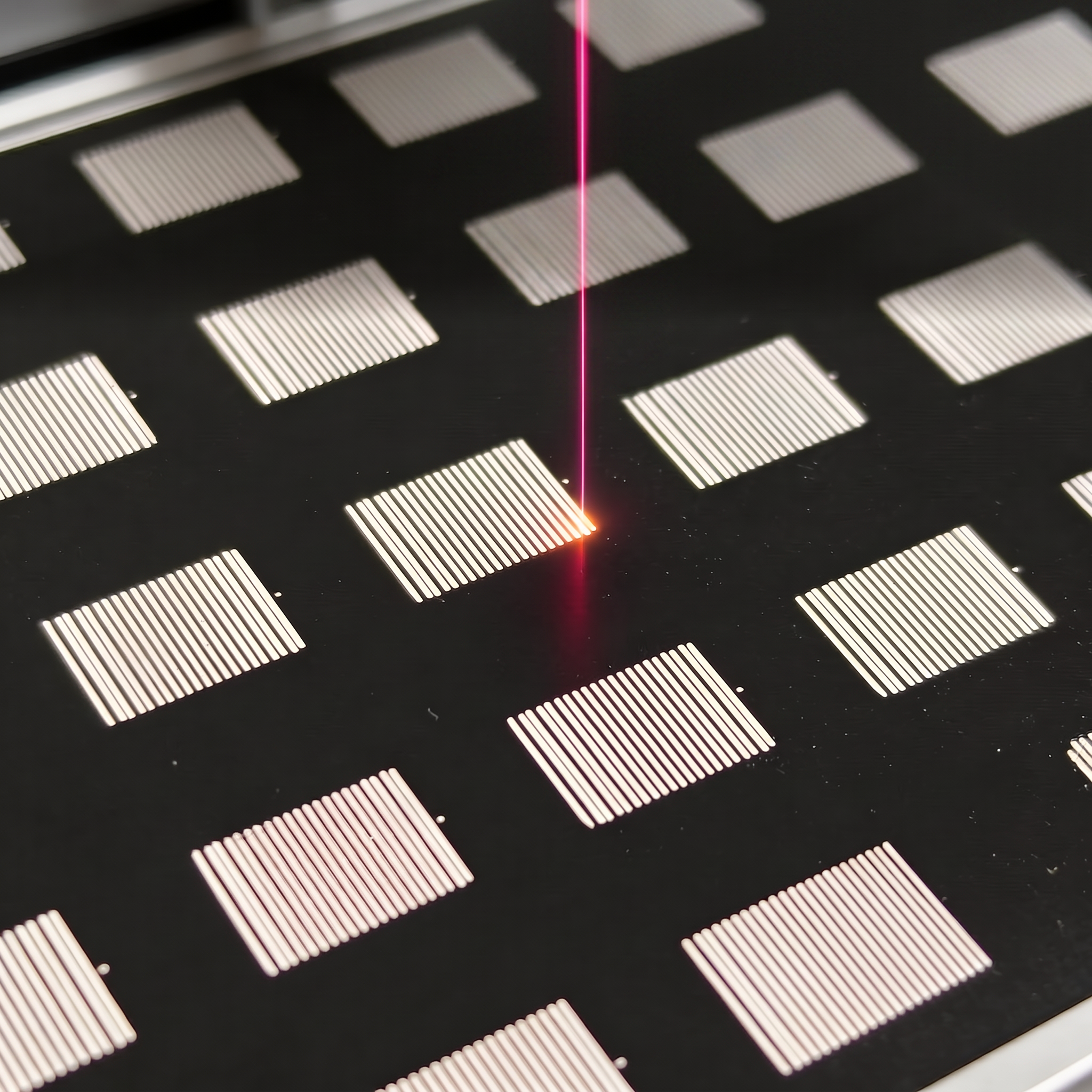
focusfinder.pro precisely determines the real focal-point position of a laser beam. It pairs a simple measurement routine with numerical analysis — removing subjective operator judgement and reaching accuracy down to 50 μm*.
Accuracy
down to 50 μm*
Min. spot Ø
from 35 μm
Coverage
1 unit · many machines
F / 01 · find your focus
Find Your
Focus.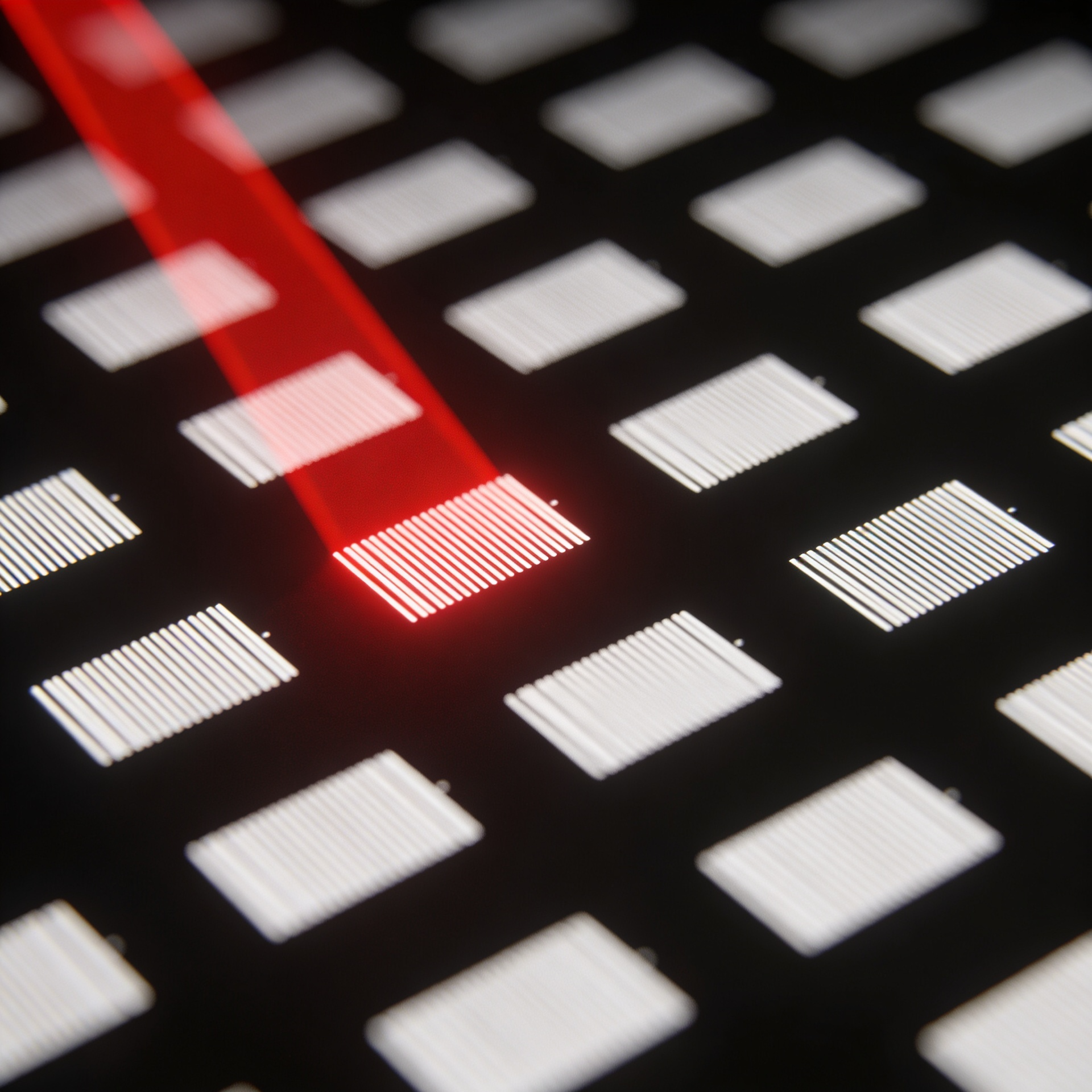 focusfinder.pro · in process
focusfinder.pro · in process
Focus.
focusfinder.pro · in process
 Device · case + key
Device · case + key
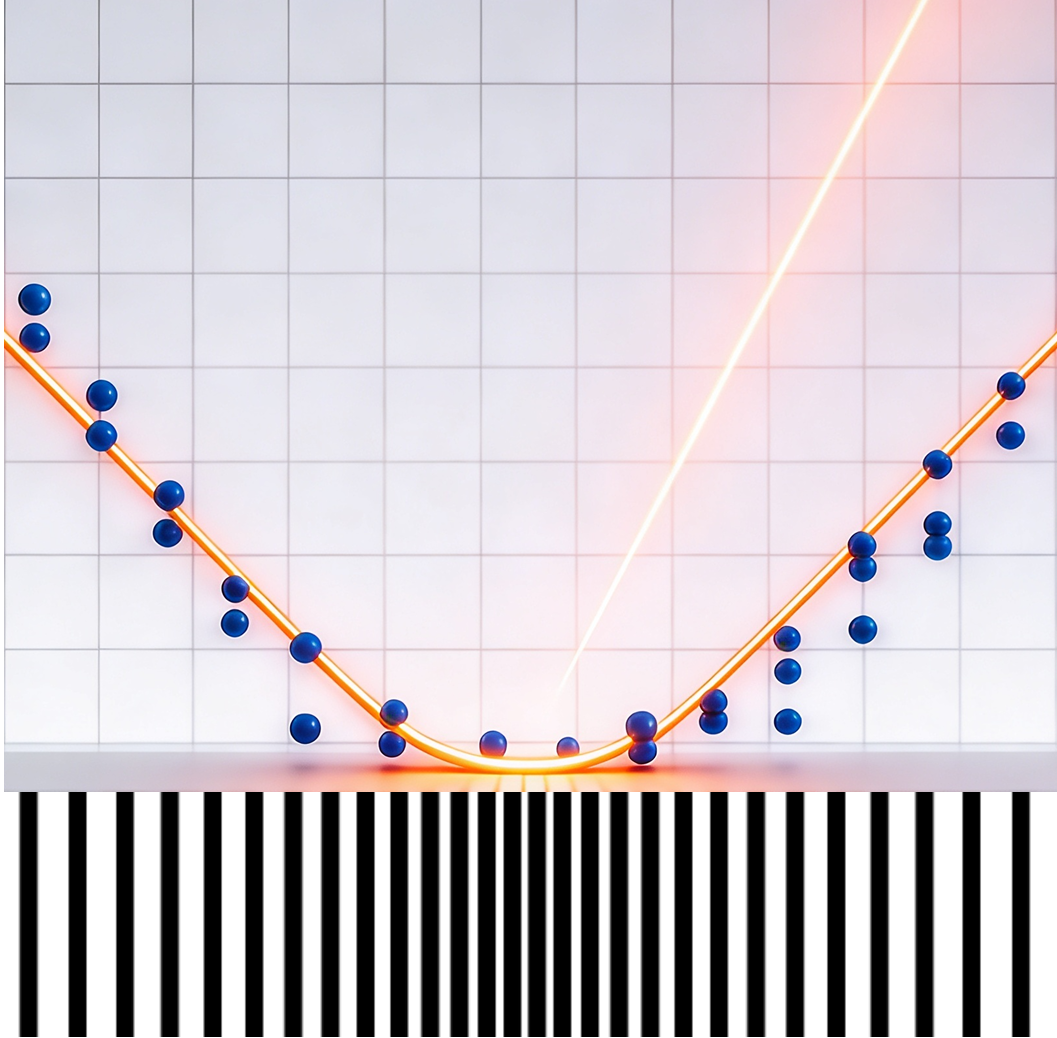 Result · beam caustic fit
Result · beam caustic fit
50 μm accuracy
No subjective assessment
Portable across stations
Fully automated analysis
Single Mode lasers